Machining Composites With Abrasive Waterjet
Cutting composite material is a perfect application for abrasive waterjets. A precision waterjet with a taper compensating head will machine 1/4” thick carbon fiber as fast as 180 inches/minute at 60,000 psi with taper of less than 0.001” per side. And 13/16” thick G10 can be machined as fast a 40 inches/minute at 60,000 psi with the same precision.
While speed and accuracy are two big reasons that shops machine composites with abrasive waterjets, easy set-up and minimal tooling are also a key factors. Since composite parts often times consist of small runs, one or two parts, minimal set-up time is the key to profitability.
One example is Kevlar® fiber used for vehicle armor. Each piece has a unique geometry, resulting in dozens of cuts unique to each vehicle. The ability to quickly set-up to cut armor panels means faster turn around time.
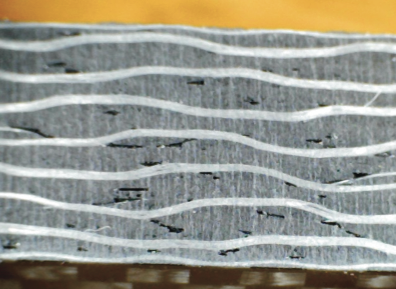
Photo 1-Abrasive waterjet machined, 3/16” thick commercial carbon fiber under 30X magnification.
The ability to nest geometries within 1/16” of each other minimizes material waste and makes the process even more cost effective.
Another consideration is that in some high precision applications such as medical and aerospace, raw composite sheets can be relatively small, sometimes only 36” x 36” and only 1/4” thick. In these applications the small waterjet platform along with a low horsepower pump will significantly reduce the initial capital outlay.
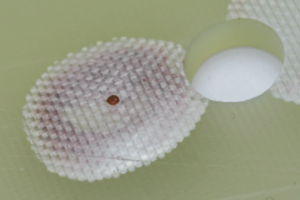
Photo 2-Delamination of G10 composite, the result of high velocity water and abrasive embedding between the layers of material.
Depending on the speed of the cut and the grit of the abrasive, composites machined with an abrasive waterjet can have a surface finish of 0.0002”, and may not require further processing.
High resolution photos show that abrasive does not impinge the material, and even consumer grade carbon fiber (which naturally has voids between the material layers) can be cut on an abrasive waterjet without being damaged. (see photo 1)
Machining DIBOND® for signage is not a high precision application however superior surface finish with zero surface frosting is critical for the finished product, and it is the reason more and more sign companies turn to waterjet for their application.
When machining composites, it is important to support the material in a way that does not allow the jet to deflect onto the bottom of the composite. It is also important to choose the correct abrasive grit. For example, most composites will have a better surface finish if they are cut with 120-grit abrasive.
While cutting composites is pretty standard, piercing composites is a different story.
In the past, piercing a wide range of composite materials from phenolics, carbon fiber and G10 to Kevlar and even DIBOND would cause material delamination (the term used when the layers separate). Delamination is the result of the high velocity water and abrasive following the path of least resistance, and leaching into the epoxy that is binding layers of material. (see photo 2)

Photo 3: 1/16” holes pierced in 1/4” carbon fiber with low pressure water and abrasive.
When piercing results in delamination, the geometry of the hole has to be large enough to remove the entire delaminated area, or else the part has to be scrapped. Even delamination of support material like paper phenolic, will compromise the structure.
To avoid delamination, smaller holes are often drilled by hand.
One option for automatically piercing composites is to use a process that automatically reduces the water’s velocity during piercing, while still drawing a strong enough vacuum (known as the Venturi Effect) to pull abrasive into the jet stream. This option is not absolutely perfect 100% of the time, but with careful set-up the process is very effective. This process does require test cuts to optimize the water velocity for different materials and thickness. (see photo 3)
Photo 4-Pneumatic drill mounted near nozzle.
An option that ensures 100% delamination free piercing is to use a pneumatic drill mounted next to the nozzle (see photo 4). The waterjet operating software automatically moves the drill into position and a 1/8” bit drills a start hole. The software then automatically positions the nozzle over the pre-drilled hole and starts cutting. While the drill option 100% eliminates delamination, there are limits on the diameter of the hole that can be pierced and it will add to the overall cycle time of the part. Despite increased cycle times, the drill option is inexpensive and very easy to adapt to different materials and different material thicknesses.
Abrasive waterjet offers an affordable process for machining all types of composite materials quickly and reliably.