5 AXIS MACHINING IS A GAME CHANGER FOR SURF CITY SHOP: Aerodyne Precision Machining Inc.
An excerpt taken from CNC-West. Download the full PDF HERE.
“We’ve been dealing with Machinery Sales for a couple years,” explains Eric. “Garry Frost, his sales staff and service team do a great job supporting the Hurco product line, but it took us a while to finally pull the trigger on our first 5 axis.” After seeing it run at an open house, APM ordered a Hurco VMX42U. It is a 24hp machine with 40 tools and Hurco’s integrated trunnion table. “Combined setup and training was less than two weeks,” adds Ben. “We were cutting chips on actual jobs before the training crew even left.” APM discovered that the 5 axis not only changed the way they machined parts, but also how they looked at jobs. “We are taking a part that used to have 8 operations and now only two at most,” explains Eric. “Besides the time savings we have seen a huge bump in overall accuracy. For example we have a job that requires doing a deep drilled hole at a complex compound angle. The hole is 3/16th in diameter and over 8” long. The position on the part is relative to other features. Taking it on and off for multiple operations always left us on the higher end of the tolerances. With the new 5 axis machines we are spot on every time.” APM liked the first machine so much they also added two VMX30U’s to their line up. The two new machines have the same horsepower as the first, but just have a slightly smaller table. “We think differently now as programmers,” explains Eric. “Before, Ben or I would look at a part and think machine, flip, machine, flip and so forth. Now it is as simple as put it on the 5 axis.”
How One Job Shop Owner Learned to Enjoy the Trip Instead of Worrying about the Destination.
An excerpt taken from CNC-West. Download the full PDF HERE.
“We were getting a lot of jobs that had both milling and turning, and we needed a way to complete parts in one setup. So, in 2008, I took a couple of parts with me and went to Westec looking for a machine with those capabilities. The main thing was I needed a high-quality, precision machine, but I also needed something that wouldn’t break my budget. That’s when I settled on the Ganesh Cyclone 32.”
One of the parts Heather took to Westec required 4 setups to complete.
“We were turning the part, and then putting it in a 4-axis mill, doing the mill work on it, then take it back to the lathe and machine the excess material off it, and then we’d go to an additional op to finish the a hole on the part. The Ganesh now does that part in one setup. Total cycle time is about the same, but the big savings came from the reduced setups and handling, and the fact that it freed our employees to do other things. The machine holds tenths consistently, even after three years of heavy operation.”
Both Heather and his setup man visited Ganesh in Chatsworth, CA to learn to use the multi-axis machine. “The multi-axis machine is different,” he says, “but it was easy to learn. That machine brought in quite a bit of new business too, especially from other shops who don’t have the multi-axis capability.”
A Successful Machining Job Shop Harnesses the Power of a Ganesh Multiaxis Cyclone CNC Lathe to Cut Costs.
An excerpt taken from CNC-West June/July 2006 issue. Download the full PDF HERE.
“Mike Colby, the local Ganesh sales rep, came into our lobby,” Jones remembers. “It was basically a cold call, but he showed me a part that was similar to ours, so I asked a few questions. Would I be able to do this operation? That operation? And then I showed him our part, and he said he could make it complete in one drop-off operation. I was skeptical at first, but it turned out he knew what he was talking about.”
The machine Colby had in mind was a Ganesh Cyclone- 25, a Swiss-style sliding-headstock machine.
“The machine has no guide bushing,” Jones says, “which facilitates faster setups, higher workpiece concen- tricity, and greater cutting rigidity. I visited a company in Corona, California that had one, and came away impressed enough to buy one.”
The Cyclone-25, one of a family of Cyclone machines, is a small footprint (83” x 52” ) machine that weighs in at a hefty 4850 pounds.
“Our operators say the machine is very rugged,” Jones says. “It has four cross-driven tool stations and three axial- driven tool stations, plus, it has six external turning tool stations, which gaves us all the capacity we needed to solve our dental part problem. The machine has the capacity to turn up to one-inch diameter, but at present it’s dedicated to our dental part. Tolerances on the part are plus or minus two-thousandths, but the machine can deliver much tighter precision than that, if we need it.”
Jones believes the Ganesh Cyclone now gives AOS a competitive advantage when he bids new jobs.
“It’s pretty obvious,” he says. “Any time you can limit setup to one, you’ve got an edge. Just to give you an idea of what I mean. We were always behind with our deliveries of this part. Now we’re ahead in deliveries and our cus- tomer wants us to slow down. We like that.”
What about Jones’ original doubts?
“What made us doubt in the beginning,” Jones says, “was that most of the machines we saw with comparable capabilities were more than double, sometimes three times the price. But the Cyclone was priced right, so we felt it was worth taking a chance. So far it’s been a winner. We’re planning to buy more.”
A South African Shock Absorber Manufacturer Uses Ganesh Equipment to Help Overcome Obstacles in the U.S. Business World.
An excerpt taken from CNC-West February/March 2010 issue. Download the full PDF HERE.
Classen says he found Ganesh machines by turning to the internet.
“When I found them, I showed them to Ron,” he says. “I asked him, Hhave you ever heard of this company?’ He said, ‘No, never.’ Still, I sent them an email asking for quotes. They responded promptly, and in 2006 we bought the first one, a model VMC-2818 lathe, which has been a real workhorse for us ever since.”
Subsequently Radflo purchased four more Ganesh machines, one GT-2240 and two GT-2050 CNC lathes. The last purchase a year ago was a Ganesh gang tool CNC 610 lathe with an Anilam control. The other machines have Fagor conversational controls on them.
How a Young Entrepreneur Turned His Racing Hobby into a Profitable Business.
An excerpt taken from CNC-West April/May 2009 issue. Download the full PDF HERE.
A year ago, still with limited budget, Lee decided that he needed a way to speed up prototyping of his designs.
“I found Ganesh only a couple of miles from my shop,” he says, “so a year ago I bought a VMC-2818 3-axis mill from them with an 8,000-rpm spindle and 16-tool turret. Problem was I didn’t know a thing about CNC. When I bought the machine, I told them I have no idea how to program this thing. If you want me to buy this machine, you’ll have to babysit me, and they did. Harvender Singh, president of Ganesh, and their trainer, Gary, really helped us a lot. They understood and gave us all the service we needed. They made our switch to CNC about as easy as it can get. Early this year I bought a KSL-5210T turning center from them. It turned out their ma- chines, which have Fanuc controls, are really easy to learn.”None of Lee’s parts are high volume.
“The main benefit of the Ganesh machines for us is that they’re very accurate and they’re fast,” he says. “We can machine a part on the mill and quickly see what it’s going to look like in 3D form. We’ll put pictures of the part on the internet, and if people bite, it becomes a product. The Ganesh machines have really helped our productivity.”
“We are now able to design, prototype, and produce parts faster then ever, which cuts cost and turnaround time,” he says. “We are now making parts for other applications, as well as machining products for other speed shops worldwide. Those machines help us stay alive and grow.”
Where to from here?
“I don’t know yet,” he says. “I want to grow, but I want to keep the business personal, too. Just because it’s a business doesn’t mean I don’t have to enjoy it.”
What’s a Reasonable Economic Order Quantity? With This Southern California Shop’s Kitamura Mycenter Supercell 400. . .It’s One.
An excerpt taken from CNC-West June/July 2009 issue. Download the full PDF HERE.
“We realized the advantage of the reliability need for even even more capability. So, in 2005 I invested in a 50-taper, dual-pallet 4-axis Kitamura Mycenter HX500i with a a 200-tool magazine and a geared head that runs 12,000 rpm. The geared head gives us high speed for machining alumi- num, and high torque at the lower end for machining titanium, stainless and other steels. We mounted a rotary table on one pallet, which gave us the 5-axis capability. The other we left as a 4-axis. ”
The Mycenter is equipped with glass scales on all axes, which makes it extremely precise.
“That machine is so accurate, so precise,” he says, “that whenever our CMM rejects a part from it, we clean the part, clean the probe and reinspect it before we ever do anything to the machine. That’s because nine times out of ten it’s a bad reading on the CMM, and not the machine. It’s unbelievably precise. It holds a true position within a thou, plus or minus a few tenths.”
EOQ: One Part
Realizing what he could do with the Kitamura Mycenter HX500i, Scardenzan decided he needed even more production power.
“I wanted more flexibility,” he says, “the ability to machine multiple surfaces in one or two setups instead of four or five. Frankly, I was beginning to believe the illusive EOQ of one part might just be possible. So nine months ago I bought a 20-pallet Kitamura Mycenter Supercell-400 with a 360° rotary table combined with a 110° trunnion table. With its 200- tool magazine, it allows us to machine a wide variety of parts, from a single part up to high-volume, very complex parts. The part runs. The machine totally amazed me.”
With the new Kitamura, Scardenzan believes he now has the ability to price and deliver high quality parts to his cus- tomers in economic order quantities of one.
“We give our operator a daily schedule that tells him what we want him to run,” he says. “It was a challenge to transition from batch processing to an economical order quantity of one, but we’ve done it. All my life it’s been batches, the bigger the better to absorb the setup time. But now with this pallet-change machine with a 200-tool magazine an EOQ of one is not only possible, it’s profitable. I love it.”
Neal Feay Company Uses CAD/CAM Software, Specially Designed Cutting Tools and Advanced Machining Systems to Produce Unique, High-End Audio Equipment Chassis.
An excerpt taken from CNC-West April/May 2010 issue. Download the full PDF HERE.
Two generations of Rasmussens discuss best machining approaches using Neal Feay’s newest machining center—a dual-pallet, 4-axis Kitamura Mycenter HX300iF horizontal. Neal Rasmussen, left, took the company into chassis manufacture and Alex, has moved the company into engineering and industrial design.
When It Comes to Molds, This Successful Entrepreneur Says Big is Better.
An excerpt taken from CNC-West February/March 2009 issue. Download the full PDF HERE.
“My dad, who handles finances for me, and I traveled to Taiwan and Japan and visited IMTS looking for the right piece of equipment,” he says. “In September of 2007 I finally decided to buy a Kitamura 3-axis Bridgecenter 8 from Gail Hogue. The Kitamura has a 35.4” x 98.4” table size, 80.0” x 42.7” x 28.0” travel. It has a 40-taper, 20,000 rpm spindle, an 80-tool tool changer and a full 3-axis touch probe system. With thermal compensation we can match surfaces to within one and two tenths from one cutter to the next all day long. It’s very fast, too, like 900” ipm rapids and really fast looka- head. We’re extremely pleased with it.”
The newer, bigger machine has changed things significantly for Sheldon.
“Where we were limited to 5,000-pound assembled molds, we can build them up to 25,000 pounds now,” he says. “It took six months to have the Bridgecenter delivered after we ordered it, but it was worth the wait. I had my first really big mold job come in two weeks before the machine arrived, which was perfect. The Kitamura has opened a lot of doors for us.”
Sheldon, who has 4 employees, says there was little or no learning curve on the machine. “It works pretty much like the Daewoo, so we had no transition problems.”
Metal Products Engineering began their business as a Lockheed subcontractor in 1940. Since then, the company has designed and built an impressive inventory of customized progressive dies in their Los Angeles facility. To remain competitive throughout the years, the company supplemented its aerospace business with a diversified customer base of commercial products. The customer base ranges from military and aerospace to construction, lighting, plumbing, hardware, medical, sporting equipment, toys, jewelry and many other industries. Because of past successes, Metal Products Engineering can rely on repeat business from many satisfied, long-term customers.
To better serve their customers, owners Ridge and Paula Luppen have aggressively adopted new technologies over the years. This has allowed them to reduce the cost of producing tooling as well as increasing productivity in the punch press department. With one of their employees already familiar with waterjet technology and programming, they decided to take an even bolder leap into owning the latest and newest waterjet machine offered by the OMAX® Corporation, the MAXIEM® Waterjet. Their MAXIEM 1515 JetCutting Center was the first machine of its kind installed in California. Their MAXIEM 1515 waterjet became an instant advantage in keeping smaller jobs cost-efficient. They could also respond to short turnaround or immediate prototype requests.
“We have always changed our business to keep up with the times,” said Metal Products President Ridge Luppen. “The MAXIEM allows us to serve our aerospace customers better since we can produce small quantity part runs much more cost effectively than we could with hard tooling.”
One of the company’s support services is building progressive stamping dies in the company’s in-house tool and die department. A customized progressive die can cost their customers anywhere from $1,000 to $15,000 and up. If a customer changes the part design after the tooling is completed, modifying the die can be costly and can take several weeks or months. With waterjet technology, Metal Products can produce functional prototypes at economical prices. This allows the customer to finalize the part design before the progressive die is built and eliminates any costly modifications and delays.
When the company worked on a trapeze bracket design for a Chicago-based company, Ridge related that, “the MAXIEM was used to produce a series of prototype parts with different tab designs for the customer and UL labs to evaluate.” Once the design was finalized, the expensive progressive die was built without delays or modifications. This allowed Metal Products Engineering to begin high volume production immediately after the completion of the die.
“the MAXIEM was used to produce a series of prototype parts with different tab designs for the customer and UL labs to evaluate.” Once the design was finalized, the expensive progressive die was built without delays or modifications. This allowed Metal Products Engineering to begin high volume production immediately after the completion of the die.
“With our company’s standard forming tools, we can use our waterjet for the blanking operation and then move on to the forming equipment,” said Marketing Director Paula Luppen.
Since Metal Products Engineering often works with inventors, the MAXIEM waterjet technology has allowed the company to produce inexpensive prototypes and short runs in metals, plastics, wood, rubber, glass, and other materials. This has allowed Metal Products Engineering to help the inventor move rapidly from the concept stage to a finished product.
“In the past, we turned down small volume jobs because we didn’t have the technology to do the project,” Paula said. “Now that we have the waterjet, we can do the small jobs, which often means we get the larger jobs as well. In short, we are able to serve our customers needs better now that we have the MAXIEM.”
Metal Products Engineering
Owners: Ridge and Paula Luppen
Location: Los Angeles, CA
Specializes in: Contract manufacturing services with includes R&D, custom tooling, prototyping, metal stamping, forming, waterjet cutting, and assembly
Founded: 1940
Website: www.metalproductseng.com
 It was the mid-1970s. A mechanical engineer named Frank Robinson decided to build his dream: a small, low-cost helicopter, simple in design and reliable in its function. Thirty years later, Robinson Helicopter Company is the world’s leading manufacturer of civil helicopters, and OMAX technology helps keep Robinson flying high.“Our OMAX machines have really helped us expand production yet minimize out-sourcing” says Paul Johnson. As head of Robinson Helicopter Company Tooling Department, Paul has watched Robinson production numbers almost double in three years, climbing from 422 helicopters in 2004 to 823 in 2007. Currently, about 20 helicopters a week are machined, assembled, tested, and ready for flight.
It was the mid-1970s. A mechanical engineer named Frank Robinson decided to build his dream: a small, low-cost helicopter, simple in design and reliable in its function. Thirty years later, Robinson Helicopter Company is the world’s leading manufacturer of civil helicopters, and OMAX technology helps keep Robinson flying high.“Our OMAX machines have really helped us expand production yet minimize out-sourcing” says Paul Johnson. As head of Robinson Helicopter Company Tooling Department, Paul has watched Robinson production numbers almost double in three years, climbing from 422 helicopters in 2004 to 823 in 2007. Currently, about 20 helicopters a week are machined, assembled, tested, and ready for flight.
“I’m not sure we could meet those numbers using our old system, without our waterjets,” Paul notes. “An average job of a hundred parts took a couple of days on our CNCs. On our OMAX machines, that same job takes a couple hours.” Primarily used to cut sheet metal for hulls, the OMAX machines are cutting more and more production parts, as well as tools and jig sets for the machining of Robinson’s hot-selling helicopters.
Robinson Helicopter Company bought its first OMAX JetMachining® Center in 2004, just as production began to rocket. It was a 55100 — with a camera viewer and a custom, 2-foot extension — purchased to cut sheet metal. Although Paul Johnson had eyed waterjet systems for several years, it wasn’t until the advent of the Tilt-A-Jet® that he made his move toward OMAX.
“In the beginning, we hand-cut sheet metal, one sheet at a time. Then, we used CNCs.” That sped things up, Paul says, since the sheets could be stacked to 250-thousands of an inch. But the OMAX made cutting even faster. “With the Tilt-A-Jet, we can cut multiple sheets, stacked to a thickness of 400-thousandths of an inch, and do it within tolerances.”
That first 55100 is now joined by three more OMAX machining centers: another 55100, an 80160, and a 5555. Paul sees additional OMAX machines in Robinson’s future. “When we got that 5555, my manager said, ‘This is the perfect size. We should have gotten two of these.’ So we’ll probably get another one real soon.”
Most of the cutting is done with standard-sized nozzles, but – for more intricate cuts —Robinson purchased one MiniJet. All of the OMAX machines are equipped with P3050V pumps. They also have closed-loop water recovery systems; chillers, and sludge removal systems, options that lower operating costs and keep run-times high.
Each of the machines operates 11 hours a day cutting helicopter hulls and parts, plus tools,  fixtures, and jigs for use on the production line. Paul Johnson says he continually finds new ways to save money and time by using an OMAX abrasivejet instead of a CNC. For instance, until recently, the jig set used to bond helicopter rotor blades was cut on a CNC, a process that took a week. Aluminum was used because it’s easy to machine, but that same machineability gave the jig set a short life span. Enter the OMAX. Because OMAX abrasivejets easily cut the toughest materials, the jig set is now made out of more durable stainless steel. Each jig set lasts longer and — instead of a week — a new jig can be cut in one afternoon.
fixtures, and jigs for use on the production line. Paul Johnson says he continually finds new ways to save money and time by using an OMAX abrasivejet instead of a CNC. For instance, until recently, the jig set used to bond helicopter rotor blades was cut on a CNC, a process that took a week. Aluminum was used because it’s easy to machine, but that same machineability gave the jig set a short life span. Enter the OMAX. Because OMAX abrasivejets easily cut the toughest materials, the jig set is now made out of more durable stainless steel. Each jig set lasts longer and — instead of a week — a new jig can be cut in one afternoon.
In spite of their heavy use, Paul says Robinson Helicopter Company has only just begun to tap the capabilities of the OMAX systems. There are currently 1400 cutting profiles stored in the Intelli-MAX® software, with more being added everyday. Older blueprints and scans are constantly being converted to CAD files, using Intelli-MAX. “The software is wonderful,” says Paul. “Anybody can learn it in half a day. It was a big selling point.”
OMAX software flexibility and ease-of-use is playing a central role in Robinson’s current helicopter R & D. On the drawing board is a new, 5-seat model that will join Robinson’s best-selling 2-seat and 4-seat helicopters. When developing these earlier models, templates for parts were hand-made. Any changes in design often meant days of additional work. Now, as engineers design, test, then re-design parts for the new helicopter prototype, OMAX makes it easy. An hour after getting new specifications, Paul and his crew are in production; within the day, they can deliver re-designed parts to the engineers.
“OMAX has been a life-saver,” Paul explains. “Between R & D and our production rates, we just couldn’t have done it without OMAX.”
Robinson Helicopter Company
President and Chairman: Frank Robinson
Location: Torrance, CA
Specializes in: Civil aviation helicopters
Founded: 1973
Website: www.robinsonheli.com
 Fifteen years ago, a family-owned metal fabrication business in Southern California faced the harsh reality of losing long-term punch press jobs to overseas manufacturers. At the time, they couldn’t compete with the cheaper manufacturing rates which drove so many lucrative U.S. projects to China, India, or Southeast Asia. Next generation family owner Shane Prukop re-established TruPart Manufacturing with a new business strategy: beef up the company with versatile equipment to blank high quality parts without expensive tooling costs and offer shorter lead time services. In other words, respond to their clients’ needs when offshore manufacturing becomes surprisingly expensive due to unsatisfactory quality standards, shipping deadlines, and shipping budgets.
Fifteen years ago, a family-owned metal fabrication business in Southern California faced the harsh reality of losing long-term punch press jobs to overseas manufacturers. At the time, they couldn’t compete with the cheaper manufacturing rates which drove so many lucrative U.S. projects to China, India, or Southeast Asia. Next generation family owner Shane Prukop re-established TruPart Manufacturing with a new business strategy: beef up the company with versatile equipment to blank high quality parts without expensive tooling costs and offer shorter lead time services. In other words, respond to their clients’ needs when offshore manufacturing becomes surprisingly expensive due to unsatisfactory quality standards, shipping deadlines, and shipping budgets.
“The OMAX waterjet came into mind,” Mr. Prukop said. “It holds tight precision; programs quickly and on-the-fly; and makes parts affordable by stack cutting. All those things combined really made waterjet equipment in a league of its own due to its versatility.”
With his three OMAX® JetMachining® Centers (Model 2652, Model 55100, and Model 80X), he applies production efficiencies unique to waterjet cutting. Whether the material is metal or plastic, he stacks eleven sheets (each 1 mm thick) on top of each other and produces multiple parts in one single cut with the abrasive jet stream. “I’ve held 0.005″ tolerances by cutting that way with our Tilt-A-Jet® cutting head,” he said.
If you tried that cost-savings trick on a laser machine, plastic parts would melt (causing toxic fumes) and metal parts would weld together. Another disadvantage would be not cutting all the way through the stack of material.
An additional benefit unique to waterjet technology is getting the best yield from material by nesting parts with Intelli-MAX® Software.
“Because of the OMAX waterjet machine and the ease-of-use with the software, it allows us to nest parts in these materials and get more pieces per sheet,” Mr. Prukop said. “It allows us to save customers thousands of dollars because they won’t have to purchase more materials and spend money on delivery fees.”
TruPart Manufacturing soon became a serious contender for domestic fabrication jobs as soon as they offered competitive lead times. Unlike before, Prukop operates his OMAX machines with quick setup times and can route more rapid prototyping or long-run cutting jobs.
“Having a quick setup with equipment is important on what you need to make on a daily basis cash-wise,” he said. “We can complete a waterjet setup in 10 minutes, whereas a laser machine can take an hour and a CNC machine can take several hours.”
As a result, his machinists gain momentum with more waterjet operating time to blank out parts. The blanks are routed to secondary processes on other equipment, such as multiforms, benders, punch presses, and heat treating machinery.
“I get really scared when it’s silent out on the shop floor,” said Prukop. “I like pieces moving out of the facility quick. I like being able to control my own lead times. If a die goes down, you can at least blank out more pieces on your waterjet while you troubleshoot the die equipment.”
With well-managed time on their side, his operators can gauge their work priorities on available machines and run more parts on a daily basis. The “kaizen” concept leads to competitive prices for TruParts’ clients; profit to hire new employees; and funds to purchase new equipment.
When he speaks to potential clients favoring overseas fabrication processes, Prukop isn’t afraid to challenge their assumptions about producing quality end-products with outsourced labor and inspection.
“If you are looking for a cheaper production price, it costs in part quality,” he said. “We’ve seen some outsourced jobs that involved making 250,000 parts, and the pieces came back in poor 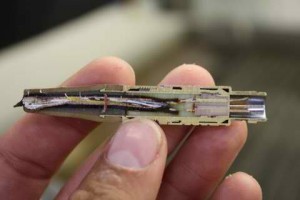 quality. We’ve seen customers send out $200,000 worth of work overseas, and then lost $200,000 along with several months of lead time. Those customers are eagerly looking at us to come up with affordable ways to make their parts with tighter quality control in a shorter amount of time.”
quality. We’ve seen customers send out $200,000 worth of work overseas, and then lost $200,000 along with several months of lead time. Those customers are eagerly looking at us to come up with affordable ways to make their parts with tighter quality control in a shorter amount of time.”
A client also asked TruPart Manufacturing to assist with inspecting electrical connectors made overseas. The connectors were used in precision medical devices, such as ultrasounds and other monitoring systems, so proper component assembly was critical. Prukop used the OMAX JetMachining Center to slice the connector in half so his clients could inspect the internal components. They discovered broken and smashed wires caused by the contractor during assembly to resolve loose fittings. They later learned the contractor remedied the loose component assembly by pushing a chopstick through the connector to complete the production ̶ without informing the client about this new procedure. This became a rude awakening for the client who realized he had over a thousand yards of faulty electrical cord and bad connectors. Prukop’s cutaway demonstration convinced his client about the advantages of in-house manufacturing instead of outsourcing the work.
“You can see from the video on our website, the part came out beautifully when cut on a waterjet,” he said. “They tried to machine the connectors with a saw, but it didn’t come out pretty since it galled up. This connector can’t be cut any other way but with a waterjet.”
This sort of teamwork is what TruPart Manufacturing strives to deliver for all their customers. Prukop believes his business has a good combination of expert machinists and reliable equipment to suit today’s fabrication demands.
“If our customers are not it business, we’re not in business,” he admitted. “We do our best to see that our work yields a good quality product that sells.”
TruPart Manufacturing
Owner: Shane Prukop
Founded: 1974
Location: Ventura, CA
Specializes In: Diversified services and quick machining of prototypes and production runs
Website: www.trupartmfg.com